- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

screw barrel
EJS Screw Barrels are core components of plastic extruders and injection molding machines. They efficiently process various plastic raw materials, transforming granular resins into a uniform melt and delivering it to the mold or die under stable pressure and temperature. Whether producing high-precision parts, plastic films, pipes, or profiles, EJS Screw Barrels ensure consistent quality and output.
Core Functions
| Function | Description |
|---|---|
| Feeding | Plastic pellets are drawn from the hopper into the barrel, and the screw starts conveying. |
| Compression & Melting | As the screw rotates, pellets are compressed by decreasing channel depth. Shear heat and barrel heaters melt the plastic completely. |
| Mixing & Homogenizing | Screw flight design ensures thorough mixing, uniform temperature, viscosity, and color. |
| Metering & Pumping | The screw end meters precise melt volume and generates pressure to push the material to the nozzle or die. |
Construction Materials
| Component | Standard Material | Premium / Special Options | Key Advantages |
|---|---|---|---|
| Screw | Nitrided 4140 Steel | Powder Metallurgy Steel (PM), Hastelloy, Bimetallic, Tungsten Carbide Coating | High wear resistance, excellent toughness, corrosion resistance |
| Barrel | Nitrided 4140 Steel Liner | Bimetallic Liner (Xaloy, Borealis), Ceramic Lined, Dual Alloy | Superior inner surface hardness, wear and adhesion resistance |
Technical Specifications
| Parameter | Description | Standard Range / Options |
|---|---|---|
| Screw Diameter (D) | Outer diameter of the screw | 20mm – 300mm+ |
| Length-to-Diameter Ratio (L/D) | Determines plasticizing capacity and mixing quality | 20:1, 24:1, 28:1, 32:1, 36:1, Custom |
| Compression Ratio (CR) | Ratio of flight depth in feed zone to metering zone | 2:1 – 3.5:1 (general purpose), material-specific designs available |
| Screw Design Type | Geometry tailored to material processing | General Purpose (GP), Mixing (Barrier, Maddock), Vented (Two-Stage), PVC (Conical, Low Shear) |
| Surface Hardness | Hardness of screw flight and barrel inner surface | Screw: 60-70 HRC |
| Clearance | Radial gap between screw flight and barrel wall | Precisely machined to 0.1% – 0.15% of diameter |
| Heating & Cooling | Compatible with machine heating/cooling layout | Customized per customer machine |
How to choose the right Screw Barrel?
There is no one-size-fits-all answer to choosing the right screw and barrel combination. The following factors should be considered:
Main processing material: Each plastic (such as Nylon, PET, PVC, LDPE, HIPS) has different melt characteristics, requiring different shear sensitivity and corrosion resistance.
Production and quality targets: Consider production output (kg/hr), mixing uniformity, and energy efficiency.
Equipment parameters: Clamping force, screw drive capacity, and motor torque of the existing injection molding/extrusion machine.
Final product type: High-precision parts, films, sheets, pipes, and profiles have different requirements for melt uniformity and pressure stability.
The EJS engineering team can analyze materials, production requirements, and machine types based on customer needs to recommend the optimal screw design, materials, and surface hardening solutions, ensuring high productivity, stable quality, and long service life, even under high-load production conditions.
Customization Services & CertificationsNo drawing? EJS can solve it on-site.
Customer provides a sample, old screw, or just process parameters.
On-site measurement (exclusive): Our technical engineers can travel to your factory for laser mapping, ensuring 100% fit with your existing machine.
Recommendation of compression ratio, L/D ratio, and surface hardness based on your material (Nylon, PET, PVC, etc.).
3D drawing confirmation → 5-axis CNC machining → Factory inspection.
Quality Certifications (Data available)
Material batch traceability report (38CrMoAla, 1.8550, Hastelloy, etc.)
Surface hardness test record (60-70 HRC)
Radial clearance inspection report (controlled to 0.1% – 0.15% of diameter)
Non-destructive testing report (ensuring no internal cracks in bimetallic products)
After-Sales Service & Shipping DetailsProfessional Packaging & Shipping
Anti-rust oil + VCI vapor phase anti-rust film wrapping.
Independent wooden case with anti-deformation support frame to prevent bending during long sea freight.
After-Sales Support
24-hour response: English-speaking sales + technical team responds via email/video call promptly.
Long-term spare parts support: For machines purchased 5 years ago, provide the serial number and we can retrieve historical drawings for reproduction.
Refurbishment service: Repair worn screws via hardfacing welding + recoating. Cost is only 40% of a new screw, with 95% performance recovery.
Main Export Markets
UK, Germany, France, Italy, Poland, USA, Brazil, Turkey, Russia, India, South Africa, and 30+ other countries across 6 continents. Door-to-door service available.
Exhibitions & Factory Strength
Global Professional Exhibitions
K Show (Germany) | NPE (USA) | ChinaPlas (China)
You are welcome to visit our booth for a face-to-face discussion with our technical engineers.
Factory Scale
40,000㎡ facility, 21 workshops, 400 full-time employees. Annual output of 30,500+ screw barrels.
Equipment: Imported CNC screw milling machines, automatic heat treatment lines, plasma spray welding equipment (for bimetallic/hardfacing coatings).
Finished product racks with ample inventory, supporting fast delivery.
Team
Experienced technical team available for on-site problem solving.
Foreign trade team receives daily training on screw barrel technology, ensuring zero miscommunication.
Why Choose EJS
Very competitive pricing due to structured production and "Made in China" efficiency.
Full product range: Single/Twin screw, Injection/Extrusion/Blow Molding/Rubber screws, Bimetallic, Gearboxes, Dies, Nozzles, and more.
Highly educated and skilled engineers.
On-site measurement service available (production possible even without a drawing).
Highest standard quality control based on international standards.
Fluent English-speaking sales team (daily technical training on screw barrels).
You are always welcome to visit our Ningbo office or Jintang factory.
We guarantee our products and service are the best you can find.
Related Products







Hot Products

Plastic Panel Extruder Twin Screw Barrel
Plastic panels are largely used in our daily life everywhere, EJS can’t fall behind in this big job. Each year, thousands of Plastic panel extruder twin screw barrels are made at our workshops since 1992.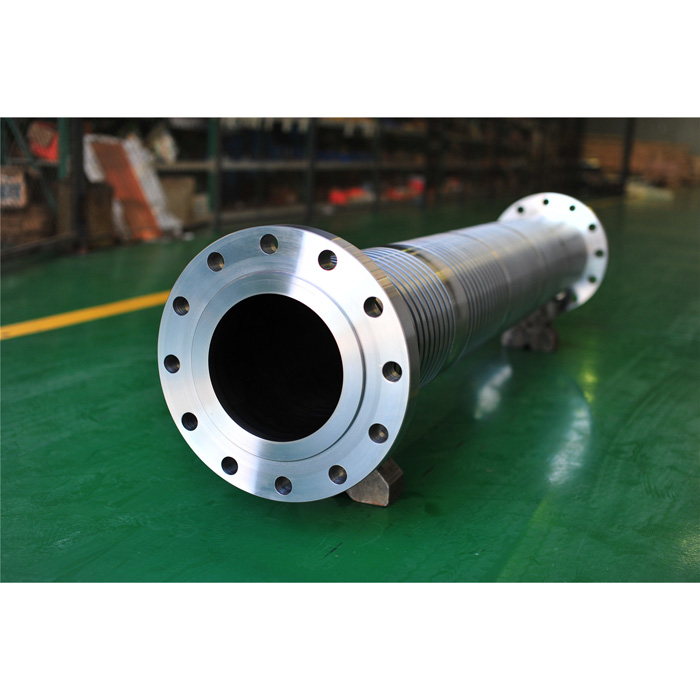
Pipe Extrusion Screw Barrel
Plastic extrusion is used to produce a wide range of products on the market, from building materials to consumer products to industrial parts. Pipes, window frames, electrical covers, fence, edging, and weather stripping are just a few of the common items made by plastic extrusion, along with thousands of custom profiles. EJS has been producing pipe extrusion screw barrels for pipe extrusion lines for over 20 years, with different surface treatment, such as nitriding, bimetallic alloy coating, chrome-plating.
Segment Barrel
Segment barrel was introduced to our production many years ago. Nitrided or bimetallic with carbide liner, EJS can make it.
Stretch Blow Moulding Screw Barrel
Stretch Blow Molding( or Injection stretch blow molding) is a process used for producing bottles commonly used for water, juice and other related items, with good strength, great clarity and uniform consistency. Welcome to buy Stretch Blow Moulding Screw Barrel from us.
Planetary Roller Extruder Screw Barrel
EJS factory has been producing screw barrels for almost 30 years, however planetary roller extruder screw barrel is new to our factory with less than 10 years.
Parallel Twin Cylinder
EJS INDUSTRY is a top producer of parallel twin cylinders in our “Town of Screws”.Welcome to buy Parallel Twin Cylinder from us.
- Related Blog
- Reviews